-

上海戟戊机械设备有限公司
主营:自动焊接设备,焊接小车,跟踪器,变位机,焊接机器人,摆动器 - 18117012959

上海戟戊机械设备有限公司
主营:自动焊接设备,焊接小车,跟踪器,变位机,焊接机器人,摆动器 11
11
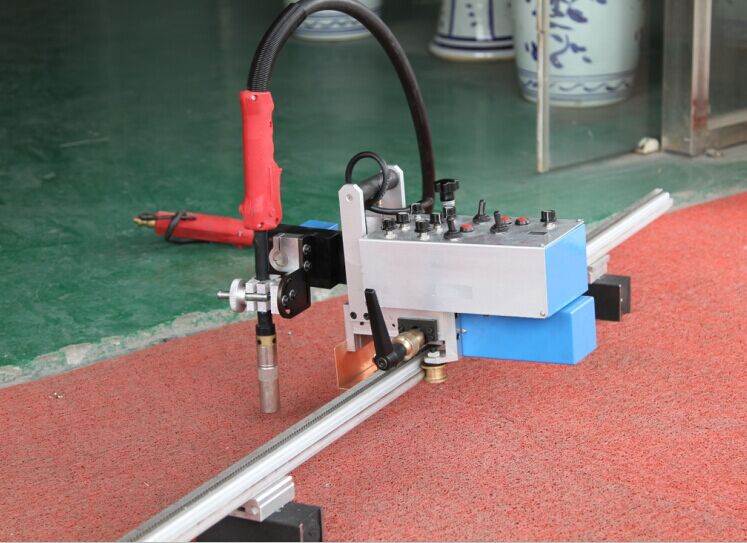
SK-100C是采用齿轮齿条方式驱动在轨道行走的焊接装备,广泛应用于水平对接焊和垂直对接焊,特别适合中厚板焊接。通过调整焊枪位置和角度,也可以进行角焊、横焊和仰焊。小车本体、摆动装置、控制面板合为一体,可以在轨道上边行走边焊接。轨道用强力磁铁吸在工件上,安装和拆卸都很方便。
2.特点
1) SK-100C可以实现垂直焊接、横向焊接和水平焊接等多种位置焊接。
2) 具有直线摆动功能。摆动模式、摆动幅度、摆动速度、摆动中心位置和左右停留时间等各种摆动参数都可以调节。
3) 用数码显示小车运行速度。
4) 摆动焊接时为了防止咬边和焊不足现象的出现,设置了左右摆动停止时间调节功能。
5) 焊接停止时焊枪自动回复到焊道中心位置。
6) 具有自动收弧功能。
7) 具有电流电压调节功能和点动送丝功能。
8) 具有快速回程功能。
9) 标准配置提供1.5m长的轨道。轨道小型化轻型化挪动方便,还可以对接延长使用。
3.适用环境
一般用于规则的垂直对接焊、水平对接焊缝,通过调整焊枪位置和角度,也可以进行角焊、横焊。
4.外形图及主要构件说明
*4页
① 直流电机:小车行走的动力装置。使用AC220V的电源。
② 导轨:铝制刚性导轨,标准配置为1.5m,可以对接延长使用。
③ 导轨的安装磁铁:轨道的固定装置。能产生60Kg的吸力,可以牢固的吸附在工件上。带有脱卸手柄,便于轨道的拆卸和移动。
④ 控制面板:小车的控制**,一切动作都由此控制。
⑤ 安装手柄:小车轨道轮离合装置。安装时拧动此手柄,带动轨道轮张开,轨道轮卡在轨道上以后,松开此手柄,轨道轮自动锁紧。当此手柄处于半离合状态时可以实现快速回程功能。
⑥ X-Y滑块:焊枪位置的调节机构。X方向的调节范围为±20mm,Y方向的调节范围为±20mm 。
⑦ 摆动电机:摆动器的驱动装置。采用高精度直流马达,其功率为6W 。
⑧ 焊枪夹:焊枪的夹持装置。可以调节焊枪的角度,调节范围±90°。
5.控制面板说明
(图片仅供参考,保留修改权利)
(1)“焊接/非焊接”开关:选择“焊接”位置时进入焊接准备状态,按“开始”开关进行焊接;选到“非焊接”位置时按“开始”开关,小车只行走但不进行焊接。
(2)“开始”开关:开关打开小车开始行走,如果此时“焊接/非焊接”选择开关置于“焊接”位置则开始焊接;如果此时“焊接/非焊接”选择开关置于“非焊接”位置则只有小车行走但不进行焊接。
(3)“停止”开关:小车行进当中若按停止开关,小车会停止所有动作。
(4)行走方向选择开关:可以选择向上或向下行走。
(5)行走速度:速度值用数码显示,较大行走速度为1040mm/min,数码显示值为999。
(6)电流调节旋钮:顺时针旋转电流增大,其值用刻度表示,较大刻度值为500。
(7)电压调节旋钮:顺时针旋转电压增大,其值用刻度表示,较大刻度值为48。
(8)点送开关:按住开关时间段内送丝。
(9)摆动速度调节旋钮:顺时针旋转摆动速度增大,较大值为1520mm/min。用刻度表示,较大刻度为10。
(10)摆动幅度调整旋钮:顺时针旋转摆动幅度增大,较大值为20mm。用刻度表示,较大刻度为10。
(11)停止时间调整旋钮:调整范围是0~2S, 顺时针增大。
(12)右停止时间调整旋钮:范围是0~2S,顺时针增大。
(13)中心移动调整旋钮:顺时针旋转时中心会向右移,逆时针旋转时中心会向左移动,移动的较大范围为±5mm。用刻度值表示,较大刻度值为5。
(14)摆动模式选择旋钮:用此旋钮选择摆动模式,小车的摆动模式有五种,除**种为非摆动模式外,其余如下:
6.主要技术参数
项目 内容 备注
小车 电源 AC 220V,50/60Hz
外型尺寸 500 x355 x 243 W×L×H
重量 10.6Kg
驱动方式 齿条驱动
行走速度 0~1040mm/min 数码显示
焊枪调整范围 上下 55mm
前后 55mm
操作角 360°
左右 215mm
进行角 ±90°
轨道 安装形式 磁铁拆卸式
外型尺寸 42×29.3 ×1500 W×H×L
材质 铝材
重量 6Kg 包括磁铁
摆动
参数 摆动模式
摆动速度 0-1520mm/min
摆动幅度 ±8mm
左右停留时间 0-2s
中心位置 ±5mm
7. 安装方法
(1)安装条件
a. 进行焊接必要的工具是焊接电源和送丝机装置;
b. 行走及控制用焊接电源(AC 220V);
c. 焊接用CO2气罐;
d. CO2自动焊接用直焊枪;
e. 其它必要作业的基本工具;
(2)系统连接方式
a. 安装轨道,轨道的安装必须保证小车的焊接方向与焊缝平行
b. 安装小车,用安装手柄把小车的轨道轮卡在轨道上
c. 送丝盘上安装焊丝并拉到焊枪端部
d. 焊枪端口连接在送丝机上
e. 小车行走电源连接线一边接在小车3P插座上,另一边接AC 220电源。
f. **控制电缆有三个接头,一根接焊接小车之外,一根接焊机,另一根接送丝机。
*7页
8. 运行方式
--选择焊接电源里的焊丝直径开关。
--选择焊接电源里的焊丝种类,实芯焊丝或药芯焊丝。
--打开电源配电盘开关----ON。
--打开焊接电源开关----ON(焊机的自保回路开关关闭----OFF)。
--打开CO2贮气瓶阀门,检查压力是否在1kg/cm2以上。如果气体压力在1kg/cm2以下,则应更换气瓶;如果气体压力在1kg/cm2以上,则把焊接电源的气体开关置于“检查”档以调整气体流量。调整好流量后,焊接电源的“检气”开关置于“OFF”。
--用手动送丝将焊丝送至焊枪前端,并安装与焊丝直径相对应的导电嘴。
--确认焊丝的伸出长度
--将焊枪夹在焊枪夹上,用**扳手调整焊枪的操作角度及行进角度
--调节X-Y滑块,移动焊枪位置粗调旋钮,调整焊枪位置
--调整喷嘴与工件的距离
*8页
--初步调整工艺参数(电流,电压等)
--确认CO2 气体流量及熔池的保护效果
--初步调整所要的摆动模式、摆动幅度、左右停留时间、中心位置和摆动速度
--开始焊接,观察电弧,准确调整焊接速度、摆动速度及其他参数
(操作面板的焊接选择开关打到ON位置,并按开始开关进行焊接)
--工件焊接结束之后按停止开关
9. 焊接工艺参数(仅供参考)
焊丝直径
焊接参数 ф1.2mm ф1.4mm ф1.6mm
电流(A) 平焊 120~300 150~380 180~430
横焊 120~280 150~300 180~330
立向上焊(仰焊) 100~160 120~160 140~180
立向下焊 120~170 140~180. 150~200
电压(U) ①U=14+0.05I ②300A以下时 U=0.04I+16±1.5
300A以上时 U=0.04I+20±2.0
喷嘴与工件间的距离(H) 200A以下时 H=10~15mm 200~350A时 H=15~20mm
350~500A时 H=20~25mm
焊丝伸出长度(L) 一般取焊丝直径的10倍左右,即L=10ф
(1)对接:
板厚δ 焊丝直径ф 根部间隙k 电流I 电压U 速度V (cm/min) 导电嘴与
工件间距 气体流量(L/min)
6 mm 1.2 mm 0 mm 270~300 A 27~30 V 60~70 10~15 mm 20
1.2 mm 1.2~1.5 mm 200~230 A 24~25 V 30~35 10~15 mm 15~20
8 mm 1.2 mm 0~1.2 mm 300~350 A 30~35 V 30~40 15~20 mm 20
1.6 mm 0~0.8 mm 380~420 A 37~38 V 40~50 15~20 mm 20
12 mm 1.6 mm 0~1.2 mm 420~480 A 38~41 V 50~60 20~25 mm 20
*9页
以下是摆动参数:
板厚δ 摆动模式 摆动幅度(刻度) 摆动速度(刻度) 左右停留时间(s)
6 mm 锯齿形波 3~5 4~5 0.2~0.3
8 mm 锯齿形波 4~5 3~5 0.3~0.5
12 mm 锯齿形波 5~7 3~4 0.5~0.7
(2)立向上焊(仰焊)
板厚(mm) 焊丝
直径(mm) 电流I(A) 电压U(V) 行走
速度
(刻度) 气体
流量
(L/min) 摆动
模式 摆动
幅度
(刻度) 摆动
速度
(刻度) 左右停留时间(s)
6 1.2 100-120 18~20 40-50 12-15 锯齿形 4 5 0.5
8 1.2 100-120 18~20 40-50 12-15 锯齿形 4 5 0.5
12 1.2 120~160 20~22 55~60 13~15 锯齿形 5 3 0.4
(3)立向下焊
板厚(mm) 焊丝
直径(mm) 电流I(A) 电压U(V) 行走
速度
(刻度) 气体
流量
(L/min) 摆动
模式 摆动
幅度
(刻度) 摆动
速度
(刻度) 左右停留时间(s)
6 1.2 120~160 20~22 40~45 13-15 锯齿形 3 5 0
8 1.2 120~160 20~22 40~45 13-15 锯齿形 3 5 0
12 1.2 140~170 20~23 40~45 13~15 锯齿形 4 5 0.4