-

上海戟戊机械设备有限公司
主营:自动焊接设备,焊接小车,跟踪器,变位机,焊接机器人,摆动器 - 18117012959

上海戟戊机械设备有限公司
主营:自动焊接设备,焊接小车,跟踪器,变位机,焊接机器人,摆动器 11
11
一.概述:
焊缝跟踪系统由传感器、控制系统和执行机构三部分组成。电子传感器接触工件,采集焊接坡口和工件的高度、横向变化信号,通过控制器的放大、转换,由X-Y滑块执行焊炬精确地随动。
二、特点:
1、实时跟踪焊缝形状,根据焊道状况及时修正焊炬所处的位置,有利于形成标准焊道;
2、控制精度高、响应速度快,适用于TIG、CO2、MIG、SAW等焊接方法和焊接形式;
3、容易和现有半自动焊接操作机等**设备配合使用,实现自动化焊接
4、可编程控制器具有多种控制功能
初始位置信号输出功能;
焊缝末端定时检测功能;
定位点检测功能;
左右换向跟踪功能;
强制跟踪;焊缝偏差防止功能
多种用户可选择的扩展功能
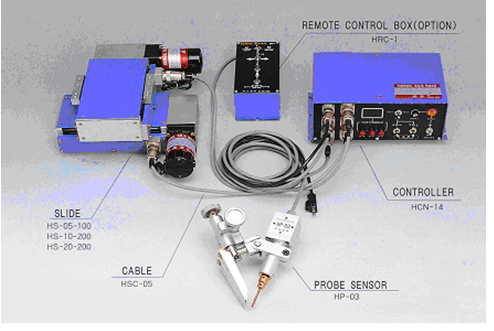
三.结构外形图
1.控制盒(Control Box):电源线 1.5m×1
2.X、Y滑块(X.Y Slide):连接线2m×2
3.传感器(Sensor For Detection):连接线2m×1
4.感应器调整夹具(Probe Adjust Holder For Detection):×1
5. 远端控制盒(Remote Control Box)(可选):×1
四.技术参数
型号
特征 HMG-05 HMG-10 HMG-20
载重 25kg 50kg 100kg
检测范围 X-Y各100mm X-Y各200mm X-Y各200mm
检测速度 250mm/min 250mm/min 200mm/min
精度 ±0.25mm
允许承载力矩 700kg-cm 1400kg-cm 2800kg-cm
滑块重量 14Kg 18Kg 29Kg
焊接方法 MIG,TIG,CO2 埋弧焊 双枪埋弧焊
参数说明如下:
1.手动控制:上、下、左、右及拉起控制。
2.自动控制:下移动**功能,左移动**功能,右移动**功能,拉起功能,**检测功能,焊道末端检测功能,强制跟踪功能,焊缝偏离防止功能,紧急停止功能。所有功能可编程处理。
3.驱动方式:马达驱动丝杠
4.马达:直流高精度马达
5.电源:单相交流220V,50Hz,2A
6.可选部件:远程控制盒 HRC—1
五.部件说明
1.控制盒
控制盒由各种半导体控制芯片构成,所有功能都已设置好,并可编程使用。外部连接线通过连接端口连接,因此便于使用与维护。
1.1 外部连接端口
端口1:电源连接端口,单相交流220V,50赫兹,2V,1.5m线一条。
端口2:滑块连接器,控制上下功能,2m线一条。
端口3:滑块连接器,控制左右功能,2m线一条。
端口4:传感器连接端口,2m线一条。
端口5:连接远端控制器,3m线一条。
端口6:焊机输出线连接端口。
1.2 各种调节器
(1)电源开关
使用控制盒时,打开电源;完成工作时,一定要关掉电源。
(2)电源指示灯
电源打开时,指示灯点亮。
(3)保险丝
电源熔断保护。电源过载时,保险丝熔断保护设备安全。
(4)自动、手动和拉起开关
1)自动开关
在这个位置,自动检测错误的焊接过程,在距焊缝端头大于1.2mm的焊道上可检测异常情况,可上下左右移动
2)手动开关
手动控制可同时或单独地进行上下左右移动
3)拉起开关
按设定的拉起时间移动滑块
(5)右向,左向,垂直方向(参考功能选择程序)
是选择焊接开始,终了时焊枪的进入和拉起方向的选择功能
1)右方向运行模式(关闭**向下模式)定时器“008”
当选择“右方向运行模式”,运行时可实现运行“自动模式”时可实现:向下和向右的同时移动。当在右方向的位置上检测到工件时停止滑块的移动,并按照传感器检测到的状况,预设的模式进行焊缝跟踪
2)右方向运行模式(开启**向下模式)定时器“009”
当选择“ 右方向运行模式” 运行“自动模式”时可实现:先向下移动,然后向右移动。当在右方向的位置上检测到工件时停止滑块的移动,并按照传感器检测到的状况,预设的模式进行焊缝跟踪
3)左方向运行模式(关闭**向下模式)定时器“004”
当选择“左转方向运行模式”,运行“自动模式”时可实现:向下和向左的同时移动。在左方向的位置上检测到工件时停止滑块的移动,并按照传感器检测到的状况,预设的模式进行焊缝跟踪
4)左方向运行模式(开启**向下模式)定时器“005”
当选择“左方向运行模式”,运行“自动模式”时可实现:先向下移动,然后向左移动。在左方向的位置上检测到工件时停止滑块的移动,并按照传感器检测到的状况,预设的模式进行焊缝跟踪
5)无定向模式(定时器“000” )
当选择“自动模式” 时可实现:向下移动,检测到工件时停止滑块的移动,并按照传感器检测到的状况,预设的模式进行焊缝跟踪。
(6)**向下运行模式(定时器“001,003,005,007,009,011” )
当选择这一模式时,先向下运行,之后再往其他方向运行
(7)拉起时间定时器(“100” )
这个功能控制拉起的时间,调整范围是0-9.9s
(8)较小检测时间定时器(定时器“200” )
设置较小检测时间,传感器检测到的时间必须大于此设定时间,滑块才能按照检测器的检测信号控制滑块的X、Y运动,调整范围是0-9.9s
(9)**检测定时器(定时器“300” )
这个定时器的功能是检测焊道的平滑状态,如遇到搭接焊缝,将停止运行滑块,时间为所设定的时间,调整范围是0-9.9s
(10)矫正定时器(定时器“4”)
当完成**检测后,为防止偏离焊缝,按检测信号的反方向进行延时,强制运行左右方向的滑块,调整范围是0-9.9s
(11)焊缝末端延时定时器1(定时器“500” )
检测到焊缝末端时停止滑块运行,按所设定的时间进行延时,延时终止后,停止所有功能,调整范围是0-9.9s
(12)焊缝末端延时定时器2(定时器“600” )
这个功能防止焊道重复,并可在设定的时间内停止。这个定时器只能由外部开关来控制。对滑块的操作是暂时的,当**过设定时间后将完成停止。调整范围是0-9.9s
(13)偏离距离限制器定时器7
如果传感器沿着任一方向移动(上下左右),在自动操作时运行**过所设定的时间,系统将关闭,停止滑块运动。
(14)焊缝末端延时开关(安装在遥控器中)
当运行焊缝末端延时定时器2时应在开启状态,焊接途中关闭,运行的时间将无效。
(15)手动开关
手动模式时可将滑块在上,下,左,右方向随意运行
(16)搜所完成输出
只在自动模式下输出,可作为其他装置的连动开关
(17)异常输出
自在自动模式下输出,在运行“700”时和滑块**出量程等时输出
(18)滑块限位继电器
滑块**出量程等时开启,并停止运行
(19)左右反向选者功能(002,003,006,007,010,011)
可进行左右动作的反向运行
“0”功能表
定时器 功能 功 能 选 择 说 明
右 左 左右反向 **向下
0 00
00是向下
0 01
0 01是**向下
0 02
0
02是左右反向
0 03
0 0 03是左右反向,**向下
0 04
0
04是左选
0 05
0
0 05是左选,**向下
0 06
0 0
06是左选,左右反向
0 07
0 0 0 07是左选,**向下,左右反向
0 08 0
08右选择,
0 09 0
0 09**向下,右选择
0 10 0
0
10右选择,左右反向
0 11 0
0 0 11右选择,**向下,左右反向
1.3 焊缝跟踪器HCN 14的附加功能
(1)自检功能
如果CPU或者程序中发生崩溃现象,在显示板上将显示下面的数据。
定时器号 数据 明细说明
0 015 执行程序的内存未启动
1 122 电源电压停止
2 222 程序故障
3 322 自检后可能使程序锁解开,原因是在实时运行中按SEL、UP按钮使所有定时器为00。
主机对每个定时器输入数据
4 422
5 522
6 622
7 722
(2)非限制每个定时的数据
除了定时器之外的1-7定时器的数据功能的意义如下:
定时器号 数据00 说明
0 000 选择两边
1 100 数据不确定
2 200 过程数据无
3-6 300,400,500,600 过程数据无
7 700 数据不确定
例如:如果输入数据00进入定时器1,程序被作为非限制数据操作,X、Y滑块将被升起至到滑块限制开关打开为止。应用非常方便。
(3)外部连接电缆(输入和输出)
1)输出(端口2)电缆:
输出电缆
2 )输入(端口6)电缆:
输入电缆
1.4 调节器
先检查电缆连接是否正确,如果没有问题,可以按以下方法调节和操作:
(1)每个程序的标签和时间表
定时器的数据分三步显示。左边的**位可以通过开关SEL S/W定时选择开关,选择定时数据的7个数字,*二位和*三位数字表示时间的设定,单位为1s,*三位的单位是0.1s。
区位数字 功能定时器号 拉起运动定时器1 检测时间定时器2 **检测定时器3
0 0
9 9 选择数字0-11 0.0-9.9s 0.0-9.9s 0.0-9.9s
重新标记 选择每个0.1 可以0.1s为单位设置 可以0.1s为单位设置 可以0.1s为单位设置
强制分离
定时器4 端头检测1
定时器5 端头检测2
定时器6 出轨距离控制
0.0-9.9 0.0-9.9 0.0-9.9 0.0-9.9
0.1s为设置单位 0.1s为设置单位 0.1s为设置单位 0.1s为设置单位
选择定时器时,按下一次SEL 开关,显示的相关数字将从1-7,每按一下增加一个值,这样可以选择想要的数值。如果想设置定时器,同时按SEL和UP/DOWN开关,这样就可以设置了。
这就是说,在定时器的时间增大的情况下,如果同时按SEL和向上开关一次,
显示的数字将以十分之一秒为单位增大。当前的数值是自动设置给相关设备的。
如果想使定时器的数值变小,可以按向下的开关,每按一次显示的数字将减少0.1s。数值选好后,将SEL(选择)开关关闭。同时所选的数值同步设置给相关设备。
例如:功能选择(定时器0)=刻度010:选“右”,反向为“左”:右,先向下。
拉起运动 (定时器1)=刻度120:(2.0s)
选择检测时间 (定时器2)=刻度201:(0.1s)
**检测 (定时器3)=刻度305:(0.5s)
必须分离 (定时器4)=刻度415:(1.5s)
末端检测1 (定时器5)=刻度550:(5.0s)
末端检测2 (定时器6)=刻度680:(8s)
出轨距离控制 (定时器7)=刻度710:(1s)
(2)怎样调节定时器
1)拉起运动定时器(T1=刻度×0.1s)
在焊接完成时,控制焊枪从工件拉起的时间
2)上升定时器(T2=刻度×0.1s)
应该根据焊接速度和不同产品的外形进行调整。(调整定时器以获得合适的精度)
如果定时器设置的时间过长,焊接响应速度就会太慢以至于不能跟得上焊件的变化。
如果定时器设置的时间太短,可能**振动之类的一些变化,进而产生焊接缺陷。
3)**检测定时器1(T3=刻度×0.1s)
必须根据焊接速度和尺寸进行认真的控制。如果时间设置得过长,将会**应该检测的区域。
例如:焊接速度 1000mm/min
**检测长度 20mm
1000mm/min÷60=16.6mm/s
20mm(tack length) ÷16.6=1.2sec≈2s
这里2s足够调整,但更**的应该是3s而不是2s。
4)纠正定时器(T4=刻度×0.1s)
当多层焊时,如果传感器检测焊接区,左右滑块将向着设置的相反方向运动, 以防止传达感器远离焊道。
如果时间设置得过长,可能发生焊枪从表面滑过的情况;
也可能发生传感器远离焊道的情况;必须根据焊接速度和长度认真调整。
0.1-0.4s对于多层焊比较合适。
强制跟踪功能
5)焊接边缘区定时器1(T5=刻度×0.1s)
这个定时器将自动检测焊接边缘区,然后自动停止整个系统。
必须根据焊接速度认真调整
如果设置时间过长,可能发生过多焊接的情况;
如果设置时间过短,可能发生未焊完的情况;
当检测到边缘区时,滑块立即停止,整个操作按时停止。
例如:如果焊枪和检测器之间的距离设为X(50mm),焊接速度设为1000mm/min,那么
1000mm/min÷60=16.6mm/s 50mm÷16.6mm/s=3.0sec×0.8=2.4s
这个定时器取计算值的80%,这是因为在离边缘偏内一点结束焊接更好。
6)工作完成定时器2(T6=刻度×0.1s)
当焊接进行到边缘区或者设置的范围时,完成操作;防止传感器离开焊道;这个工作是很容易完成的,因为预先设置好焊接速度和停止距离后只要按一下开关就可以了;外部开关控制,处于开的状态按设置的时间运行;设置时间结束后完成停止;
如果关闭定时器,过去的时间将失效;滑块也随着设定时间的完成而停止。
例如:如果焊接速度设为1000mm/min,停止距离X设为100mm, 那么
1000mm/min÷60=16.6mm/s
100mm(开始焊接后的行走距离) ÷16.6mm/s=6.02s
也就是说,如果想在当前位置算起,再焊接100mm,只需要将定时器设为6s。
7) 出轨限制定时器7(T7=刻度×0.1s)
在多层焊时,如果传感器被强制进行单一左或右方向的运动,持续定时器所设定的时间,遇到障碍后一直偏离焊接方向,在不能恢复原始条件时,焊接质量变差。为了防止这样的情况发生,传感器自动检测并停止所有滑块的操作,或者正常停止或者是紧急停止。因为当设置时间过短时,操作可以在正常进行当中紧急停止,所以设置时应该考虑任何可能发生的焊接变形。
正常情况是1.0-3.0s.除了搭接焊以外,其它焊接设为0s。
焊线偏离的停止功能
(3)右、双向、左、拉起运动
可以在使XY滑块从工作分离的时候使用这个功能
右/左,拉起功能(定时器“0”04,05,06,07,08,09,10,11)
当将“右/双向/左”开关置于“右”或“左”位置,而且将“自动/手动/拉起”开关置于“拉起”位置,XY滑块立即向上和向右/左运动。
向/拉起功能 :(定时器“0”00= both)
当将“右/双向/左”换向开关置于“双向”位置,“自动/手动/拉起”开关置于“拉起”位置时,XY滑块竖直行走。
(4)右/双向/左/自动功能
1)右/左/自动功能
将“右/双向/左”换向开关置于“右/左”位置,将“自动/手动/拉起”功能开关置于“自动”位置,XY滑块将如下图所示运动。在下面的图示当中:
双向/自动运动(“0”01=向下先双向)
当将位置选择开关置于双向和自动,XY滑块将如下图所示动作:
(5)右、左、首先动作(可选)
1)右、左、自动动作
当将“右/双向/左”换向开关置于“右/左”,并且处于自动状态,XY滑块会象4)中所描述的方式动作。
(6)右、左反向动作(002,003,006,007,010,011)
如果在自动装置中使用本设备,由于结构的原因没能使滑块与传感器一致,或者将传感器和滑块的运动反向,使用反向功能是很方便的。
左右反向功能
2.X-Y十字滑块
X-Y滑块由滚珠丝杠构成,用于较小重量的载荷,同时能够保证精度,材质为铝。
使用直流马达。为了保护X-Y滑块,行程控制开关设置滑块的方向,+/-。
2.1 载荷大小
X-Y滑块的标准载荷由以下方法决定:
WV=竖直载荷(公斤);L=从竖直中心算起的距离:100mm
警告:**不能**过标准载荷
2.2 设置的基本要点
组装X-Y滑块的基本条件如下所示:
在上面的两个图中,图1是符合标准的;如果像图2那样组装,载荷将变为原来的三分之一,所以应当心。
上下左右的关系是从焊柜前方所见情形;
上表示焊枪向下移动到工件;下表示焊枪很接近工件。上下滑块叫做X滑块。
左表示焊柜移到工件左边;右表示焊柜移到工件的右边。左右滑块叫做Y滑块。
2.3 建立滑块
建立滑块,上下左右滑块组装到一起,如上图所示。调整上下左右,使检测器的夹具的轴方向与滑块上下轴向一致,组装完成即可。
3.检测器(见下图)
检测器直接与被焊工件相接触,它将检测到的变化以电信号的形式传送给控制盒。
3.1传感器安装角
对于前后方向,45°的安装角是标准的,允许有5°的偏差;当上/下滑块轴线为90°时,左/右基本也调整到45°;左右45°是很容易建立的。
3.2根据焊接方法确定焊柜与传感器距离
根据焊接方法,应该确定焊柜和传感器之间的安装距离。 参考下面图示和表格进行安装:
焊接方法 L
MIG 大约50mm
CO2 大约30mm
TIG 大约5-30mm
3.3检测器检测范围的确定
根据焊接速度确定检测范围。焊接速度越快,检测角越小;也就是说精度越小;相反,焊接速度越慢,精度越高。
例如:焊接速度:800mm/min
滑块行程速度:200mm/min
那么较大检测角是14°。
也就是说,使用HMG-5型焊缝跟踪器,焊接速度800mm/min,可以检测的角范围较大是14°。
六.控制面板:
七.安装和操作:
1.安装接线图(见下页):
2.安装说明
将X-Y十字滑块和检测传感器夹具安装到设备上;
连接电缆接到连接器上;
连接单相交流电源,220V,50Hz。
3.操作:
(1)打开电源---------------------电源指示灯点亮
(2)开始**个动作------------右,双向,左,定位
(3)调整每个定时器------------拉起动作定时器下限,
(4)升起定时器,**检测
(5)工作完成U/D定时器1,
(6)强制分离定时器,
(7)出轨距离限制定时器,
(8)工作完成U/D定时器2下限
(9)先右/左反向调节。
(10)操作选择开关-----------自动,手动,拉起动作定位
八.远端控制盒(可选)
1.自动/手动/拉起开关
2.手动向上/下/左/右开关
3.工作完成定时器2开关
以上选端控制功能包括在控制盒内
连接电缆3m
遥控盒面板
九.其他部件参数及图表
1.检测器端头
端头型号 a b
HP 03-1450 50 -
HP 03-1480 80 -
HP 03-2410 70 10
HP 03-2414 70 14
HP 03-2420 70 20
HP 03-2440 90 40
HP 03-2460 90 60
根据工作形状可选用以下检测器端头 :
检测器帽和检测器端头参数:
型号 1450 1480 2410~2460 帽 ф8, ф12, ф16, ф20, ф28
用途 基本型 相关基本型 角落区域 平角槽内部
2.滑块:通过精确调整驱动马达,快速纠正焊线偏离。请参考焊机型号载荷和允许扭矩后选用,后选用。
型号 载荷 行程 速度 扭矩 自重
HS-05-100 25kgf 100mm 250mm/min 700kgf-cm 12kgf
HS-10-100 50kgf 200mm 250mm/min 1400kgf-cm 18kgf
HS-20-100 100kgf 200mm 250mm/min 3200kgf-cm 29kgf
型号 A B C D E G H I K P Q
HS-05 300 62 238 168 150 96 60 182 130 4-φ11DR 4-M8TAP
HS-10 436 62 374 200 180 126 76 188 150 4-φ11DR 4-M10TAP
HS-20 508 64 404 234 210 192 164 190 170 4-φ11DR 6-M10TAP
3.检测传感器
型号 精度 重量
HP-03 正负0.25mm 520克
同时检测各个焊接位置(上/下/左/右/**/末端); 直接连接到焊接线,传感器跟踪并将传感信号传给控制单元;适用于搭接焊,角焊,对焊。
上面左图为检测传感器HP-03的外部形状;
4.HCN-14控制盒线路图:
十.应用实例
(1)CO2搭接直焊缝:
(2)CO2管道焊接
(3)埋弧焊:
(4)双枪角焊